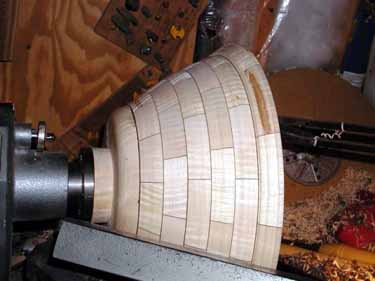
With the outside basically done, turn your attention to
the inside.
Strive for consistent wall thickness, and check often
with calipers or by feel.
Again, get the imperfections out while you
can.
Sand it smooth.
I had a little trouble with chipping out on a little of
the curly maple.
It wasn't bad, but sanding would have taken forever.
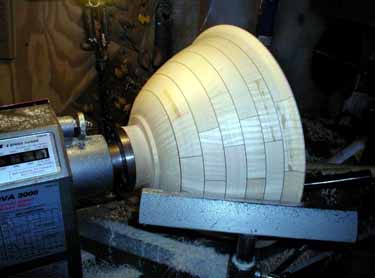
I ended up using a cabinet scraper with the
lathe running at 200 rpm. It worked
great!
After getting out all the imperfections,
I sanded starting with 120 grit.
Take the extra time at each stage to make sure
the surface is perfect.
Progress through the grits to at least 320.
I went to 320, then
turned the speed up to 600 rpm, and
ran with 320 again (an effective finer grit at higher
speeds).
All things considered, it came out very well.
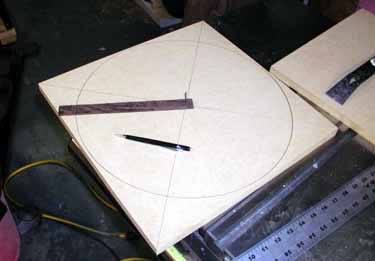
The final dimensions are about 15.5 inches in diameter,
by about 6.5 inches tall.
Before finishing, I'll reverse chuck by vacuum and take the
waste block off, and turn a couple beads on the foot.
What I would do different...
Next time,
I'd be more selective in my stock.
Some Maple Heartwood shows in the final piece,
and
I think it would be much better if it didn't.
Second, as I get better at this,
I can use narrower rings.
I used 1 1/2 or 2" wide pieces, and
built in a lot of room for error.
Narrower rings and better planning will be less
wasteful.
Enjoy,
Adam "Ox" Howard
Note:
Permission was obtained from Adam "Ox" Howard to be able
to publish his write-ups and pictures.
|

|
|