Apply a liberal amount of glue to the keys and
shove them into the slots...
Thats it... I now have a flock of little box carcasses.
A final note...
now is NOT the time to get in a big hurry
to trim the keys flush.
The moisture in the PVA
needs to dissapate... otherwise, you
will end up with shallow depressions when the keys
finally shrink back to dry state.
I'll set this flock of carcasses aside
for 4 or 5 days... then
flush those keys with a block plane.
I do not use biscuits in any way here... I glue the miters
up with Type I PVA... then these miter keys are the
reinforcement.
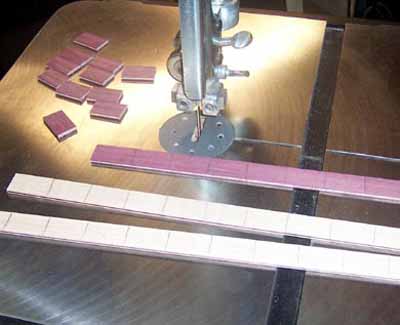
The Key thickness is the only dimension on the keys
themselves that matters.
They need to fit the slot just right...
I make mine so that they are 0.003" thinner than the
saw kerf.
Much thinner than that and
you'll end up with a gap... and
any thicker and you can't fit them when they swell
from that shot of glue.
I do the thickness dimensioning on my
Performax drum sander...
it's one of the few tasks that machine is well suited
for.
BTW... anybody who says that measuring WW parts to the
thousandths is a waste of time has not, IMHO, spent
much time in the pursuit of gap-free joinery.
I use my CMT rip blade...
you'll find that most (not all) true rip blades have
a flat ground tooth profile.
Be sure it's sharp and clean and you'll get perfectly
clean, flat bottom grooves every time.
Thats all.
Enjoy
Knipfer
|

|
|